Zawory sterujące kierunkiem przepływu
sprężonego powietrza, pozycjonery kontraktonowe
1.Informacje podstawowe
Zawory
sterujące kierunkiem przepływu czynnika roboczego dzielą się na
następujące podgrupy:
Zawory szybkiego spustu
Zawory logiczne
Zawory odcinające
1.1Zawory rozdzielające
Zawory
pneumatyczna rozdzielające (rozdzielacze) są grupą elementów
pneumatyki których zadaniem jest sterowanie kierunkiem przepływu
czynnika roboczego w pneumatycznych układach napędowych i
sterujących poprzez łączenie lub przełączanie dróg przepływu.
Zmiana kierunku przepływu odbywa się w zależności od konstrukcji
zaworu rozdzielającego suwakiem, płytką rozdzielającą (dla
zaworów mechanicznych) lub za pomocą grzybka.
W układach
sterowania pneumatycznego są wykorzystywane do realizacji
przemieszczeń elementów wykonawczych (siłowników pneumatycznych o
ruchu liniowym bądź wahadłowym i obrotowym), zatrzymywania
siłownika w określonym położeniu, realizowania funkcji
sterujących, regulacyjnych i logicznych. Przykładowy schemat
sterowania siłownikami pneumatycznymi zamieszczono poniżej.
Przykładowy układ sterowania siłownikami
dwustronnego i jednostronnego działania z wykorzystaniem zaworów
5/2 i 3/2
Symbole graficzne zaworów
rozdzielających
Zawory rozdzielające na rysunkach
technicznych oraz w dokumentacji konstrukcyjnej przedstawiane są w
formie symboli graficznych zgodnie z normą PN-EN ISO 3952-1:1998.
Symbole graficzne zawierają informacje o ilości dróg, ilości
położeń zaworu, sposobu i odmiany sterowania, oznaczenia dróg
przepływu Producenci na tabliczkach znamionowych wyrobów również
umieszczają symbole graficzne w celu ich identyfikacji.
Symbole
graficzne występują w postaci pełnej oraz uproszczonej. Jedna i
druga forma pozwala na identyfikację zaworu rozdzielającego przy
czym forma dokładna pozwala w niektórych przypadkach lepiej
określić własności funkcjonalne zaworu rozdzielającego.
SYMBOL UPROSZCZONY
Symbol uproszczony zaworu
rozdzielającego 5/2 sterowanego elektromagnetycznie w sposób
pośredni
Pełne i dokładne rozrysowanie symbolu uproszczonego
dla zaworu rozdzielającego 5/2 sterowanego elektromagnetycznie w
sposób pośredni.
Poniżej przedstawiono zasady tworzenia symbolu
graficznego dla typowych zaworów rozdzielających
Oznaczenia na rysunkach:
Oznaczenia opisów literowych znajdujących się na
symbolach powyżej:
0 – położenie początkowe
a, b –
położenia sterowane lub sterowanie tymi położeniami
a1, b1 –
sterowanie pierwszym stopniem zaworu
a2, b2 – sterowanie drugim
stopniem zaworu
a1.1, a1.2, b1.1, b2.2 – oznaczenia sterowania
bezpośredniego zaworu lub sterowanie jego pierwszym stopniem
W
tabeli zamieszczono przykłady symboli graficznych zaworów
rozdzielających bez oznaczania sposobu ich sterowania z typowymi
połączeniami dróg wewnętrznych.
|
Symbol graficzny
|
Opis funkcji
|
|
|
Zawór rozdzielający 2/2 normalnie
zamknięty
|
|
|
Zawór rozdzielający 2/2 normalnie otwarty
|
|
|
Zawór rozdzielający dwukierunkowy 2/2
normalnie zamknięty
|
|
|
Zawór rozdzielający dwukierunkowy 2/2
normalnie zamknięty
|
|
|
Zawór rozdzielający 3/2 normalnie
zamknięty
|
|
|
Zawór rozdzielający 3/2 normalnie otwarty
|
|
|
Zawór rozdzielający dwukierunkowy 3/2
normalnie zamknięty, normalnie otwarty
|
|
|
Zawór 5/2
|
|
|
Zawór 4/2
|
|
|
Zawór 5/3 w położeniu środkowym
odbiorniki połączone z zasilaniem
|
|
|
Zawór 5/3 w położeniu środkowym
odbiorniki odpowietrzone (połączone z atmosferą)
|
|
|
Zawór 5/3 w położeniu środkowym
wszystkie drogi odcięte
|
Tabela z oznaczeniami typowych sterowań pneumatycznych
|
L.P.
|
Symbol graficzny
|
Opis funkcji
|
|
1
|
|
Sterowanie przyciskiem wciskanym (grzybek)
|
|
2
|
|
Sterowanie przyciskiem
|
|
3
|
|
Sterowanie dźwignią
|
|
4
|
|
Sterowanie pedałem
|
|
5
|
|
Sterowanie popychaczem (mechaniczne)
|
|
6
|
|
Sterowanie sprężyną
|
|
7
|
|
Sterowanie rolką (dwukierunkowo)
|
|
8
|
|
Sterowanie rolką łamaną (jednokierunkowo)
|
|
9
|
|
Sterowanie elektryczne
|
|
10
|
|
Sterowanie ciśnieniem (pneumatycznie
wzrostem ciśnienia)
|
|
11
|
|
Sterowanie ciśnieniem (pneumatycznie
poprzez spadek ciśnienia)
|
Zawory rozdzielające charakteryzowane są
przez:
1)Liczba dróg przepływu czynnika roboczego
2)Liczba sterowanych położeń elementu
sterującego przepływem
3)Wielkość zaworu (wielkość natężenia
przepływu przez drogi zaworu)
4)Sposób sterowania
5)Odmiany sterowania
6)Sposób zasilania (przewodowo lub przez płyty
łączące)Zawory rozdzielające ze względu na ilość dróg
przepływu dzielą się na:
2 - drogowe,
3 -drogowe,
4 - drogowe
5 - cio drogowe
Drogi przepływu w zaworach rozdzielających oznaczane
są cyframi gdzie:
Liczba sterowanych położeń elementu sterującego
przepływem
Występują zawory rozdzielające:
2-położeniowe
3-położeniowe
wielopołożeniowe
W przypadku zaworów 3-położeniowych rozróżnia się
różne odmiany położenia środkowego zaworu. Są to : wszystkie
drogi odcięte, odbiorniki połączone z zasilaniem, odbiorniki
połączone z atmosferą
Wielkość zaworu
Wielkością
zaworu nazywamy potocznie rozmiar gwintów przyłączeniowych
znajdujących się w korpusie zaworu, lub niekiedy w płytach
przyłączeniowych i elementach wyspy zaworowej na których może być
montowany zawór. Wielkość zaworu potocznie identyfikowana jest z
wielkością natężenia przepływu czynnika roboczego przez zawór
rozdzielający.
W pneumatyce najbardziej typowymi są gwinty
calowe rurowe od G1/8” do G2”, w przypadku zaworów o małej
wielkości spotyka się również gwinty metryczne od M3 do M6.
Nietypowe elementy sterujące kierunkiem przepływu czynnika
roboczego posiadają gwinty inne niż wymienione. W niektórych
materiałach katalogowych podawana jest wartość DN (średnica
nominalna) co oznacza średnicę otworu przez który następuje
przepływ sprężonego powietrza.
Sposób
sterowania
Sposób sterowania określa metodę
przemieszczenie elementu rozdzielającego (zwykle suwaka)
realizującego zmianę położeń dróg przepływu wewnątrz zaworu
rozdzielającego. Wyróżnia się następujące sposoby sterowania
zaworami rozdzielającymi:
sterowanie
elektromagnetyczne (elektryczne)
sterowanie pneumatyczne
(poprzez wzrost lub spadek ciśnienia)
sterowanie mechaniczne
sterowanie w sposób mieszany
Odmiany sterowania
Ze względu
na odmiany sterowania zawory rozdzielające dzielą się na:
sterowane bezpośrednio
sterowane pośrednio.
W zaworach sterowanych bezpośrednio (ze sterowaniem
elektromagnetycznym) ruch roboczy suwaka jest wymuszany przez trzpień
elektromagnesu, który połączony jest z suwakiem. Sterowanie
bezpośrednie dotyczy zwykle zaworów rozdzielających o małych
wielkościach przepływu oraz zaworów odcinających sterowanych
elektromagnetycznie do niskich ciśnień. Wynika to z konieczności
stosowania elektromagnesów o dużych mocach cewek niezbędnych do
wytworzenia niezbędnej siły potrzebnej do pokonania oporów ruchu
elementu rozdzielającego i ciśnienia medium roboczego.
Schemat zaworu rozdzielającego 3/2 sterowanego
bezpośrednio elektromagnesem z powrotem sprężyną
Schemat zaworu rozdzielającego 5/2 sterowanego
bezpośrednio elektromagnesem z powrotem sprężyną
Zaletą sterowania bezpośredniego jest szybkie
działanie zaworów, brak kontaktu medium roboczego z wewnętrznymi
elementami elektromagnesów oraz prostota konstrukcji.
Sterowanie
pośrednie zaworami rozdzielającymi realizowane jest z
wykorzystaniem dodatkowego zaworu pomocniczego nazywanego często
„pilotem” (sterowanego w sposób bezpośredni), który to po
przesterowaniu sygnałem elektrycznym podaje ciśnienie czynnika
roboczego na powierzchnię czynną suwaka zaworu podstawowego,
powodując jego przemieszczenie. Zwykle stosowane jest również
dodatkowe sterowanie mechaniczne w formie przycisku zaworem
pomocniczym pozwalające na przesterowanie zaworu bez podawania
sygnału elektrycznego.
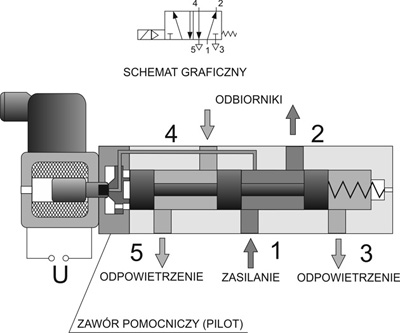
Schemat funkcjonalny zaworu rozdzielającego 5/2
sterowanego pośrednio i z wewnętrznym zasilaniem zaworu
pomocniczego z kanłu 1
Ciśnienie powietrza do przesterowania zaworu
pomocniczego może być dostarczane bezpośrednio z kanału
zasilającego 1 kanałami wewnętrznymi wykonanymi w korpusie zaworu
lub w suwaku (tzw. sterowanie ciśnieniem własnym lub wewnętrznym).
Może być również podawane z zewnątrz poprzez przyłącze w
zaworze lub płycie przyłączeniowej. Takie sterowanie nazywane jest
sterowaniem obcym. Po przesterowaniu sygnałem elektrycznym zaworu
pomocniczego, ciśnienie powietrza podawane jest na powierzchnię
suwaka, a wytworzona siła powoduje jego przemieszczanie i zmianę
połączenia wewnętrznych dróg przepływu. W celu zwiększenia siły
przesterowania często ciśnienie powietrza nie jest podawane
bezpośrednio na suwak lecz na dodatkowy tłoczek o większej
średnicy niż suwak, a ten dopiero powoduje przemieszczanie się
suwaka. Zawory takie nazywane są zaworami ze wspomaganiem
pneumatycznym.
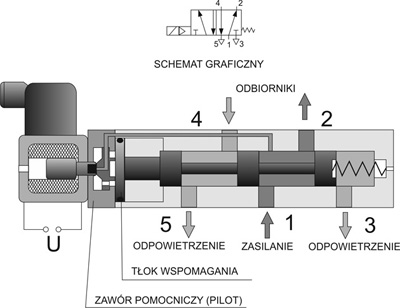
Schemat funkcjonalny zaworu rozdzielającego 5/2
sterowanego elektrycznie ze wspomaganiem pneumatycznym
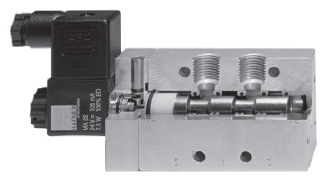
Przekrój typowego zaworu rozdzielającego 5/2
sterowanego elektromagnetycznie z powrotem pneumatycznym
Powrót suwaka zaworu rozdzielającego do położenia
początkowego odbywa się wywołany siłami:
sprężyny
ciśnienia powietrza
działającego na suwak
ciśnienia powietrza
działającego na dodatkowy tłok
ciśnieniem powietrza podawanego na suwak i siłą
sprężyny.
Zaletą sterowania pośredniego jest możliwość
sterowania zaworami o dużych wielkościach natężenia przepływu z
wykorzystaniem niewielkich mocy elektromagnesów.
Sposób
zasilania
Ze względu na sposób zasilania zawory rozdzielające
występują w wersjach przewodowych i płytowych. Zawory przewodowe
posiadają gwintowane otwory zasilania, odpowietrzenia i odbiorników
wykonane w korpusach. Są to zwykle gwinty calowe od G1/8 do G3/4.
Istnieją wykonania nietypowe zaworów rozdzielających z innymi
gwintami (metrycznymi, stożkowymi calowymi itp.)
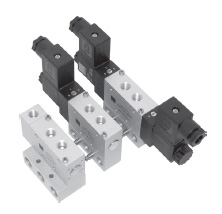
Zawory
płytowe montowane są za pośrednictwem odpowiednich płyt
zaworowych indywidualnych lub złożonych z zespołów. Zwykle zawory
płytowe posiadają duże natężenie przepływu. Obecnie powszechnie
stosuje się wyspy zaworowe złożone z dużej ilości zaworów
zamontowanych na płycie, które posiadają także dodatkowe złącza
elektryczne.
Do zalet rozwiązań płytowych należy:
szybki montaż i
demontaż zaworów bez konieczności odłączania instalacji
pneumatycznej
ograniczenie ilości
elementów złącznych i przewodów
możliwość montażu w
ograniczonych przestrzeniach
integracja sterowania pneumatycznego z elektroniką
Zawory zwrotne
Zawór zwrotny służy do realizacji przepływu
czynnika roboczego tylko w jednym kierunku, w przeciwnym kierunku
przepływ czynnika jest blokowany. Zawór działa samoczynnie i nie
wymaga żadnych dodatkowych sygnałów. Dla zaworu zwrotnego ze
względu na jego konstrukcję istotnym jest minimalne ciśnienie
otwarcia zaworu, które powinno być jak najmniejsze.
Istnieje
odmiana tego typu zaworu nazywana zaworem zwrotnym sterowanym, gdzie
poprzez doprowadzenie dodatkowego sygnału zewnętrznego możliwe
jest jego „otwarcie” dla przepływu medium roboczego w kierunku
przeciwnym.
1.3 Zawory logiczne
Są to zawory służące w układach pneumatycznych
sterujących i regulacyjnych do realizacji funkcji logicznych.
Najczęściej stosuje się zawory iloczynu i zawory sumy, które
pozwalają na konstruowanie pneumatycznych układów kombinacyjnych i
sekwencyjnych.
1.4 Zawory odcinające
Grupa zaworów sterowanych elektromagnetycznie,
pneumatycznie i mechanicznie o funkcjach 2/2, 3/2 stosowana do
odcinania i otwierania dróg przepływu czynnika roboczego.
Czynnikiem roboczym może być sprężone powietrze, gazy techniczne,
para wodna, olej hydrauliczny lub woda. Rozróżniana jest także
funkcja dodatkowa: zawór normalnie zamknięty (NZ lub ang. NC) oraz
normalnie otwarty (NO), co oznacza w jakim położeniu znajduje się
zawór bez sygnału sterującego.
2. Zawory sterujące natężeniem przepływu
sprężonego powietrza
Zawory sterujące natężeniem przepływu są stosowane
w układach pneumatyki głównie dla bezstopniowej regulacji
prędkości ruchu elementów wykonawczych (siłowników o ruchu
liniowym lub obrotowym). Do regulacji prędkości ruchu tłoczyska
stosowane są zawory dławiąco-zwrotne oraz zawory dławiące.
Zawory dławiące–zwrotne umożliwiają swobodny przepływ czynnika
roboczego w jednym kierunku, oraz regulowane dławienie przepływu w
kierunku przeciwnym. Zawory dławiące są zaworami dwukierunkowymi,
dławienie odbywa się w dwóch kierunkach przepływu.
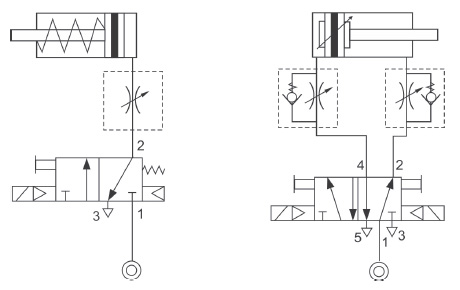
Ze względu na skuteczność działania zaworów
dławiąco zwrotnych winny być one montowane jak najbliżej
elementów wykonawczych ze względu na minimalizację objętości
szkodliwych. Ze względu na ściśliwość medium roboczego
najskuteczniejszą regulację prędkości dla siłowników uzyskuje
się dławiąc przepływ powietrza po stronie wylotowej z komory
siłownika. Stosowana jest regulacja prędkości ruchu siłownika w
dwóch kierunkach lub tylko w jednym kierunku.
Elektrozawory pneumatyczne odcinające.
To zawory sterowane elektrycznie (cewką, możliwe
zastosowanie cewki 12V, cewki 24V, cewki 230V). Służy do otwierania
lub zmykania przepływu powietrza. Produkowane w wymiarach 1/4 cala
– 1/2 cala.
Pozycjonery tłoka siłowników, służą do
precyzyjnego ustalania długości wysięgnika w tłoku.
Produkowane w wersji na prąd stały w zakresie 10 28v
z kablem 5 metrowym 3 żyłowym. Bez wtycek, przewody są oznaczone
kolorami niebieski, czarny i brązowy.















